测量-粗糙度
表面粗糙度评定参数
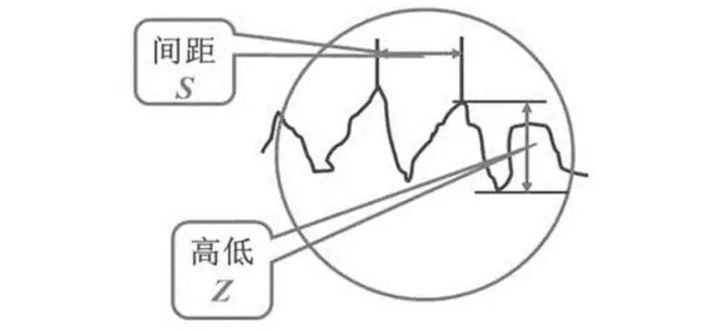
表面粗糙度是指加工表面具有的较小间距和微小峰谷的不平度。其两波峰或两波谷之间的距离(波距)很小(在1mm以下),它属于微观几何形状误差。
具体指微小峰谷Z高低程度和间距S状况。一般按S分:
- S<1mm 为表面粗糙度;
- 1≤S≤10mm为波纹度;
- S>10mm为 f 形状。
计算
基准线
基准线是用以评定表面粗糙度参数的轮廓中线 。基准线有两种:轮廓的小二乘中线:在取样长度内,轮廓线上各点的轮廓偏距的平方和为小,具有几何轮廓形状。轮廓的算术平均中线:在取样长度内,中线上下两边轮廓的面积相等。理论上*小二乘中线是理想的基准线,但在实际应用中很难获得,因此一般用轮廓的算术平均中线代替,且测量时可用一根位置近似的直线代替。
轮廓最小二乘中线?
轮廓的最小二乘中线是在取样长度内,使轮廓上各点轮廓偏距的平方和为最小的线。
轮廓算术平均中线
轮廓的算术平均中线是在取样长度内,划分实际轮廓为上、下两部分,且使上、下面积相等的线。
测量行程
测量行程是指传感器触针,在实际工件上的移动距离。测量行程通常是评定长度加2个取样长度的计算关系:例如评定长度选为5L时,取样长度L为0.8mm,测量行程为5L+2L=7L 测量行程为 7X0.8=5.6mm 知道这一点非常重要,可以计算出工件上移动的距离。从而判定用户测量的*小工件的接触面尺寸。
GB/T 1031-1995 表面粗糙度参数及其数值;
GB/T 131-1993 机械制图表面粗糙度符号、代号及其注法。
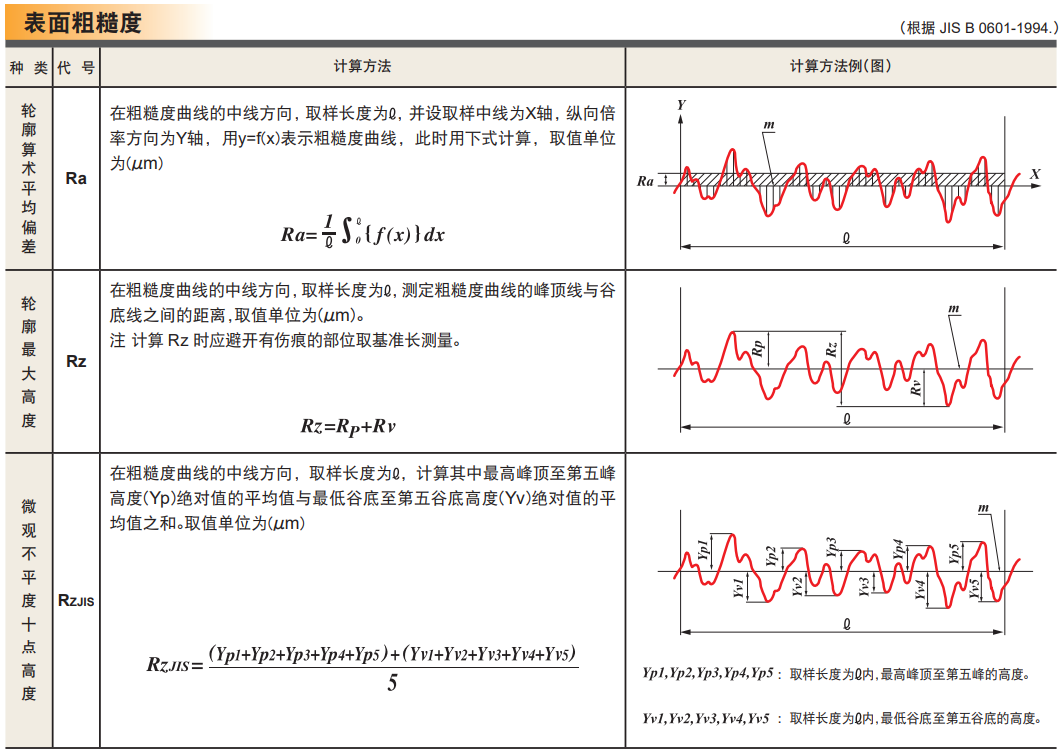
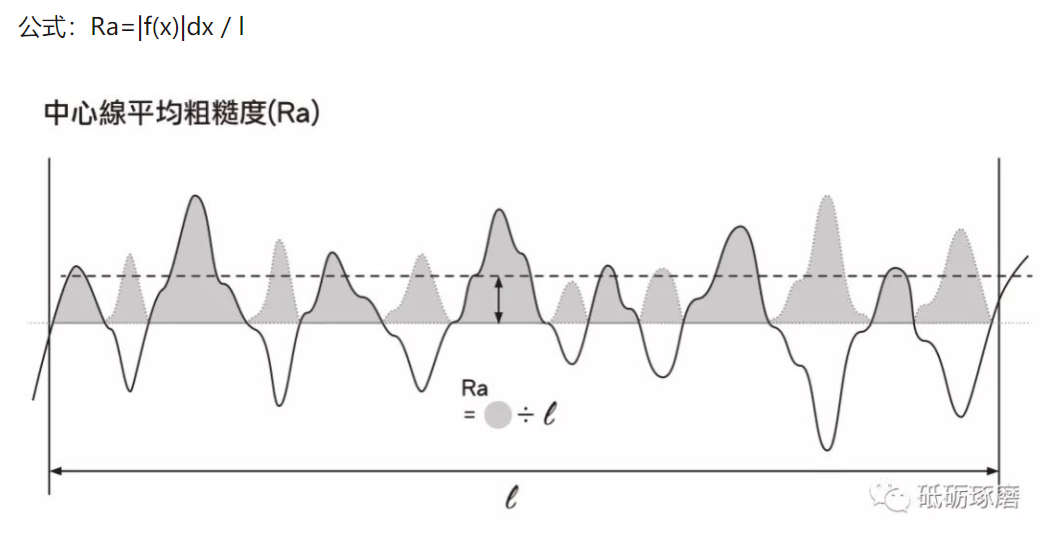
什么称为轮廓算术平均偏差(Ra)?
答:在取样长度内,被测轮廓上各点至轮廓中线距离绝对值的算术平均值,Ra值越大,则表面越粗糙。Ra能客观地反映被测轮廓的几何特性。Ra值可用电动轮廓仪直接测量,但不够直观。
Ra=中心线平均粗糙度
设于表面轮廓曲线上撷取长度L,以该长度内中心现为X轴,撷取长度内所有斜线部分面积之和除以测定长度L所得之值。即为Ra。
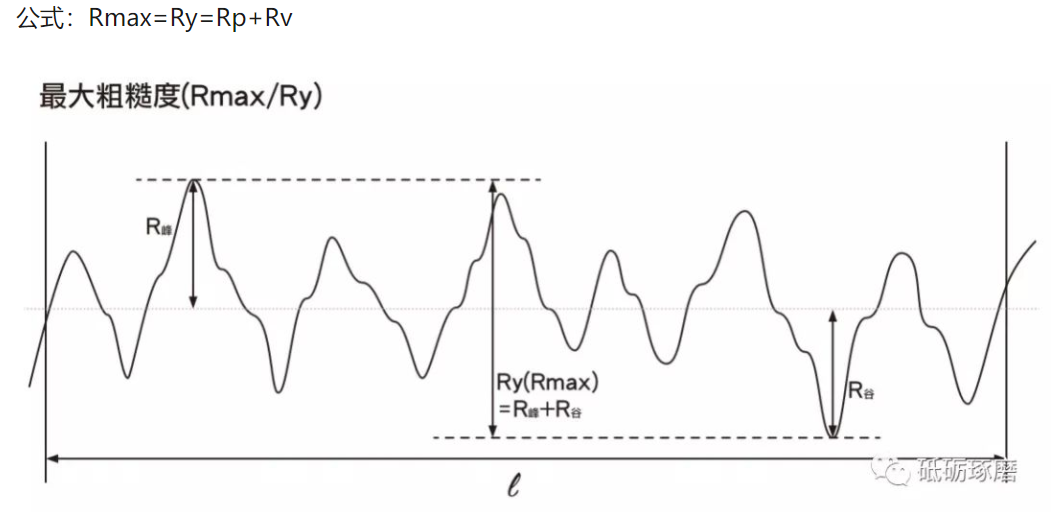
Ry=最大粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线最高峰至最低谷之垂直距离,即为最大粗糙值Rmax/Ry。(Rmax和Ry算法概念相同,但取样的峰谷不同。近年Ry近乎取代了Rmax)
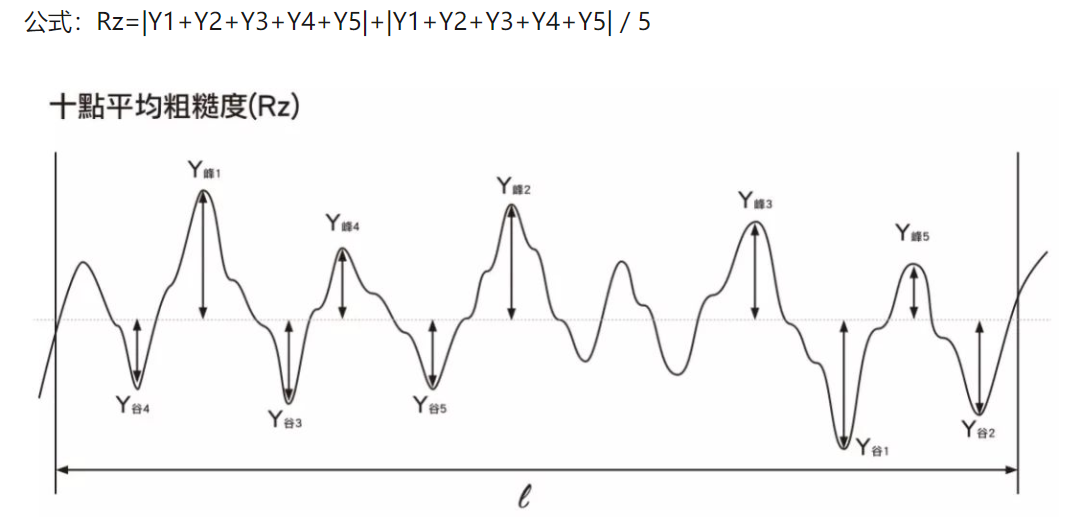
Rz=十点平均粗糙度
设于表面轮廓曲线上撷取长度L,在该长度内曲线中心以第五高峰顶与第五低谷底测出高低距离,即Rz。